
第21回
ダイカストマシンの構造・動作
公開日:2024年05月27日
更新日:2024年09月06日
今回はダイカストマシンの構造・動作について説明いたします。
1.射出工程
溶湯は1ショット毎にラドルと呼ばれる柄杓でプランジャースリーブに供給され、プランジャーロッドを動作させて金型内に射出・充填する。
一般的に射出はスリーブ内の空気が溶湯内に巻き込むことを防止する目的で、低速と高速の二段射出方式が用いられる。
プランジャーロッドの動作をスムーズにする為、射出毎に潤滑油を注すが、多過ぎると鋳造欠陥の要因となる。
2.型締め・型開き工程
金型に離型剤を塗布した後に金型を閉め、ラドルにてプランジャースリーブに溶湯を注ぐ。
溶湯を注いだ後にプランジャーロッドを前進させ溶湯を金型内に射出・充填する。
凝固が完了すると金型を開き押出ピンを作動させて製品を金型から押出しロボットで取出しを行う。
3.離型剤塗布工程
離型剤は水溶性離型剤と油性離型剤がある。
金型は溶湯の影響で高温となり、製品と金型が熱により焼付くことがある。
離型剤を塗布することで金型温度を下げたり、製品の表面粗さを良化させる、離型時の抵抗を削減し取出し時の変形を低減する等の効果がある。
離型剤の塗布量が多いと湯流れ・湯回りを悪化させる原因にもなる。
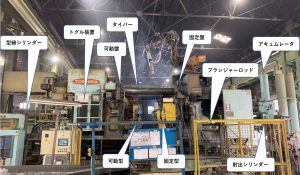
上記1~3の工程を繰返し鋳造を行います。
各部の名称は以下写真を参照下さい。
ダイカストでお困りの場合はホームページよりお問い合わせください。
お客様のお困り事を解決し、提案できる営業スタッフがお待ちしております。
今後も鋳造に関する情報を発信いたしますのでお気軽にお問合せ下さい。
光軽金属工業株式会社
-
光軽金属工業株式会社

光軽金属工業株式会社 編集部
この記事の監修者HPはこちら
最新の投稿
 2026年2月24日第39回
2026年2月24日第39回
田植機の使用アルミ部品について 2026年2月18日第38回
2026年2月18日第38回
ブリスター試験について 2026年1月13日第37回
2026年1月13日第37回
トラクターの使用アルミ部品について 2025年10月21日第36回
2025年10月21日第36回
材料の溶解について